No simple standard equation exists to tell you how much capacity you need — right now or in the future — or when exactly your operations management should add capacity. Determining the correct capacity level for your business at any given time to satisfy customer demand takes a great deal of assessment and careful consideration because demand fluctuates, and adding capacity takes time and money.
When developing a capacity plan, start by answering these questions:
How variable is your customer demand? When demand is smooth, operations are pretty simple. Unfortunately, however, demand tends to have a great deal of variability. The more variable your demand is over time, the more capacity and/or inventory you need in order to cover demand during the spikes.
How much inventory can you hold? Answering this question requires you to understand the costs of holding inventory and how time spent in inventory affects product quality. If your product is tiramisu, for example, the cake’s quality may deteriorate as it sits in the freezer.
How expensive is acquiring and maintaining capacity? Getting a handle on your how much your capacity costs to acquire and maintain is important because you need to know how much it costs to maintain extra capacity to deal with surges in demand.
How long is your customer willing to wait for your product or service? You must know your customer’s expectations when it comes to delivery lead time, or how long a customer must wait between placing the order and receiving the product. For service industries, this equals time spent waiting in line for service. Wait time is an important component of customer satisfaction.
How long does it take to expand or build new capacity? If you have to hire people or buy equipment, expanding capacity may take a long time and require careful planning. On the other hand, you may be able to cover small increases with overtime or temporary increases with short-run inventory buildups.
Match supply and demand
Managing demand variability creates a perplexing problem for managers seeking to improve the return on investment (ROI) of their operation. Building and maintaining capacity is expensive; capacity and inventory represent a huge portion if not most of the costs associated with doing business.
On the other hand, if you don’t have the capacity or inventory you need to manage demand variability, you risk late shipments or not having product available when customers want it. So you can either spend money on extra capacity and/or inventory to meet demand surges or risk losing customer revenue.
Predicting demand, particularly over the long term, is difficult. You can obtain a point forecast, an actual expected demand that includes any expected growth, as well as a measure of how inaccurate this forecast may be. The greater the expected variability of demand, the more excess capacity and/or inventory you need to have available.
Choosing an appropriate capacity is difficult when you don’t know for sure what demand will be. If demand occasionally spikes above process capacity, customers will either leave the line or cancel their order prematurely (reducing profit immediately) or not return to your company the next time they want your product. This reduces customer demand, revenue, and profit.
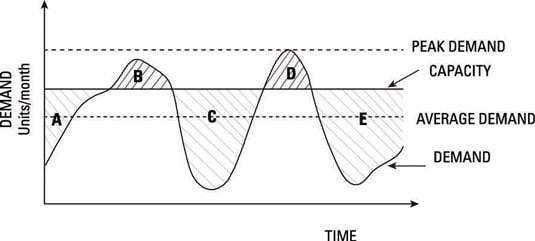
If you’re concerned about disappointing customers, you can increase capacity to the level of peak demand and always be able to service every customer. But this may lead to further underutilization of your resources because they’re already underutilized in the times shown by areas A, C, and E.
If you carry inventory, you can build up an inventory during area A, as the demand during that period is less than capacity. You can then sell off that inventory during period B, when demand is greater than capacity. Similarly, you can build up inventory during period C to cover a shortfall in capacity in period D, and so on.
This approach allows you to satisfy most demand while maintaining a high utilization of resources, hence improving ROI.
Time adjustments just right
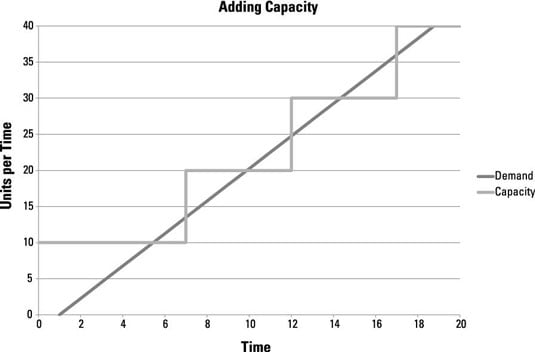
In most industries, capacity is typically added in chunks, known as step increases, because adding a single unit of capacity is impractical. If demand exceeds a company’s current capacity, then the company must increase capacity by either acquiring more equipment or hiring additional workers.
The equipment or worker has the capacity to do a fixed amount of work, which steps up the company’s capacity. For example, in an electronics firm, the smallest component placement machines produce several thousand parts per year. You can’t buy a machine that only produces several hundred.
In services, you simply cannot hire a nurse for less than half time, which means that you’ll need to increase capacity in steps of about 120 patients per month.
Always make sure that when you add capacity, you add it to the correct parts of the process to avoid allocating resources to improvement efforts that don’t meet your goals.
The step process can make planning capacity decisions even more difficult, especially when you require new facilities because predicting demand gets harder as you consider time periods farther in the future. Keep in mind that a forecast for demand this month is likely to be much more accurate than a forecast for demand a year from now.
You may need several months or longer to build a new manufacturing facility or retail outlet, and training new employees also takes time. Building capacity at the right time ensures that goods and services are available when customers demand them.
Each new piece of equipment or worker adds to the capacity in defined amounts. A restaurant, for example, hires an additional server who can serve ten customers per hour.
Demand can also decline. In this case, step issues are a problem for the same reasons they are for managing increasing demand; similar issues arise. If lower demand results in firing people, then problems with workplace morale, employee discontent, and so forth can also occur.